

2022-06-30 10:44:10
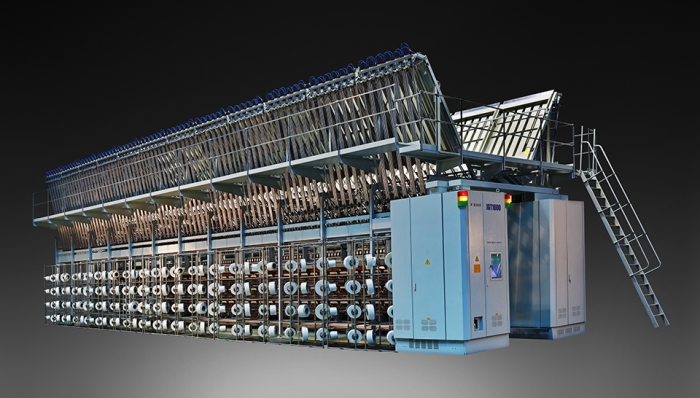
浙江日發紡織機械科技有限公司是一家集研發、生產、銷售雙層機、捻線機于一體的專業公司,對AW22數字雙層機進行了升級開發。氣流紡利用氣流將纖維在高速回轉的紡紗杯內凝聚加捻輸出成紗的一種新型紡紗技術。轉杯紡紗機包括機架、機架一側固定連接的條筒、通過條子與所述條筒連接的紡紗器,所述紡紗器一側連接有吸風管。包覆絲機全電腦采用匯川PLC人機界面控制系統。 滿足了國內外框架升級升級的需求,并逐漸得到國際市場的認可。
浙江日發紡織機械科技有限公司是一家集研發、生產、銷售雙層機、捻線機于一體的專業公司,對AW22數字雙層機進行了升級開發。 滿足了國內外框架升級升級的需求,并逐漸得到國際市場的認可。
第一,槽筒并條機存在的主要問題
(1) 并紗筒子卷繞系統密度小,造成在倍捻機生產時并紗筒子退繞氣圈大,直接通過增加倍捻機生產設備耗電量;
(2) 并紗機整臺設備傳動,當斷頭時等因素會影響到筒子間的卷繞長度差異;不能適應多品種小批量生產;
在雙捻機生產中,牽伸機座出現斷紗現象,產生“豬尾”紗,增加了有害的紗線缺陷或斷頭。
(4)筒子搭接在筒子上,搭接在筒子上的紗線磨損過大,易產生退繞斷頭,退繞困難;
(5)并紗機夾頭處的筒殼內容易產生污紗;
(6) 卷繞方式速度慢,生產管理效率低。
Aw22型并條機的主要工作原理
AW22型細紗機的電氣集成度很高,每個主軸由計算機數據處理終端控制。
2.1 并紗的工藝過程
筒管-導紗器和單紗傳感器-組合導紗器-張力控制器-缺紗截斷裝置-紗線清潔器-導紗器-組合筒管(見圖1)。
圖1 并紗的工藝過程
2.2 數碼卷繞原理
2.2.1 槽筒卷繞
卷繞角度不變,卷繞比隨卷繞直徑的增大而減小(見圖2) ,卷繞密度小,槽式成形有分紗和卷繞桿現象,筒管的卷繞張力波動較大。
圖2 槽筒卷繞
2.2.2 精密卷繞
所謂通過卷繞比,就是橫動導紗器每往復進行一次,紗筒卷繞的圈數。卷繞比保持一個恒定,卷繞角則隨卷裝直徑的逐步發展增大而變小(見圖3),卷裝質量容量選擇可比槽筒卷繞方式增加25%-30%,即同體積下無接頭線長可增加25%-30%,無卷繞機構重疊,無分紗現象比較容易退繞。
圖3 精密卷繞
2.2.3 數碼卷繞
分步的卷繞比保持一個恒定,穩定的卷裝成形,卷裝質量容量進行可比槽筒卷繞方式增加25%-30%,無卷繞機構重疊,良好的退解特性(見圖4)。
圖4 數碼卷繞
2.

 聯系我們:
聯系我們:  郵箱:
郵箱:  浙江省紹興市柯橋鑒湖路1809號
浙江省紹興市柯橋鑒湖路1809號 